The sponge iron production process discussed herein is selected from known methods, the references of which are available and referable. We look at the four different methods of producing sponge iron:
- Midrex process
- HYL process (4th generation) or Energiron
- SL / RN process
- Tunnel furnace process
1) Midrex process
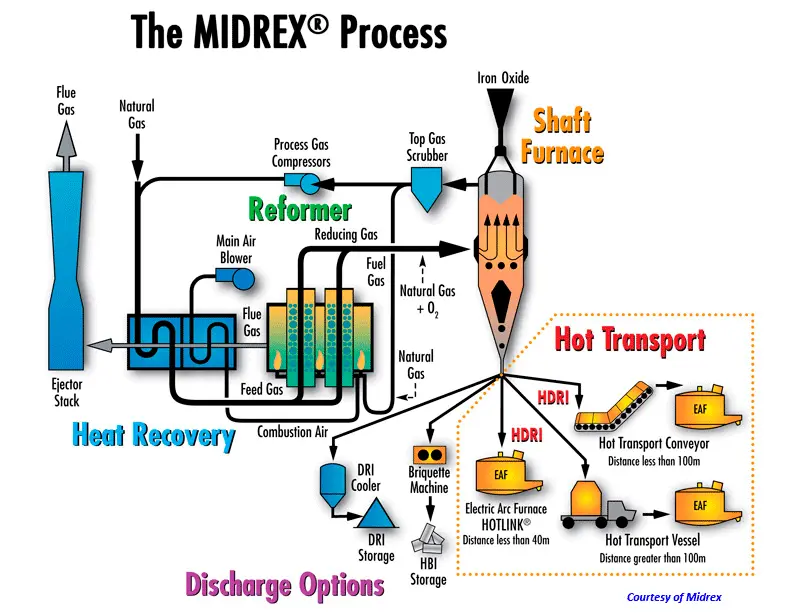
midrexprocess sponge iron
Miderx’s involvement in the direct reduction process can be traced back to the work done by Surface Combustion Company in the 1930s. The company joined Midland Ross in 1959, where the Heat fast processor was under development as a forerunner for the Fastmet process. Surface Combustion was later renamed Midrex.
The first Midrex direct reduction unit, which was installed in Portland State in Oregon in 1969, had two vertical furnaces with a diameter of 3.7 m and each furnace was designed to produce 150 thousand tons of sponge iron per year. Over the past forty years, Midrex has been designing and building larger units, gradually phasing out Midrex vertical furnaces from inside diameter. It has expanded from 3.7 m to 4.25 m and finally to 7.5 m and introduced it to the steel industry.
The main coordinates of the Midrex method are as follows:
- Input iron ore: Input iron ore is in the form of cooked pellets in this process, and high-grade hematite iron ore can be used to a certain extent, depending on its condition.
- Reducing agent: Natural gas is broken after the reforming process. In the Midrex process, carbon monoxide gas has a larger share than hydrogen gas in the reducing gas mixture.
- Type of reduction furnace and its conditions: A Midrex furnace is a vertical shaft furnace that operates under pressure slightly less than atmospheric pressure. Its input and output are dynamically sealed and regulated by the input and output flow.
- Reduction temperature: about 850 to 920 °C.
- Process history: since 1969.
- Process position: Fully consolidated and commercialized.
- Process Capacity: The Midrex furnace was initially smaller in diameter and developed towards higher diameter furnaces and greater capacity as technology improved. The emergence of the generation of mega-module furnaces with an annual capacity of 1.5 million tons or more indicates this. It should be noted, however, that the smaller Midrex process furnaces are still in production circuitry and operate economically. This demonstrates the capability of this process to deliver different capacities.
- Market share: about 60% of the total production of sponge iron
2) HYL process (4th generation) or Energiron

DRI spongeiron energiron process
The HYL process has undergone quite a number of changes over the past years in terms of its basic design process. The first and second generations of the process are based on direct reduction and the use of the furnace in conditions varying from the initial stage of reduction to the final stage and discharge. In recent years, the fourth generation of HYL furnaces has entered the market with the aim of removing box reformers.
- Input iron ore: Input iron ore is cooked in pellets in this process, and the use of hematite iron ore lumps is acceptable, given the rock’s properties.
- Reducing agent: In this process, as in the Midrex method, the broken natural gas (but with the removal of the reformer) is used as the reducing agent. Also, the use of water vapour is predicted to produce hydrogen, reducing gas and increasing its gas composition. In this process, the amount of hydrogen in the reducing gas mixture is much higher than carbon monoxide, and hydrogen acts as the main reducing agent.
- Type of reduction furnace and its conditions: This furnace is similar to the vertical shaft furnace of the Midrex method. The furnace is sealed by mechanical (hydraulic) mechanisms, and the atmospheric pressure reaction is much higher and adjusted up to 7 atmospheres to achieve the desired reduction reaction speed.
- Reduction temperature: about 850 to 780 degrees Celsius
- Process history: since 2003.
- Process Position: Unbound but commercialized.
- Capacity: The capacity of the fourth-generation furnaces is customizable and highly variable based on the market demand for its technical knowledge. Currently, units of 200 to 800 thousand tons are offered per year.
- Market share: Currently, four modules have been launched or are under construction.
3) SL / RN process

SL RN sponge iron production process
This process is one of the oldest direct reduction methods, and its structure is based on a horizontal cement kiln. In this method, heat coal (as a reducing agent) is mixed with iron ore and sponge iron is produced in a horizontal furnace.
- Input iron ore: In the Midrex or HYL process, it is generally recommended to use high-quality cooked pellets with a maximum of about 30% iron ore lumps. Up to 100% of the lumps can be used in this process, and some types of raw pellets will also be used. The use of magnetite rock is not recommended as it requires high-grade hematite iron ore.
- Reducing agent: The advantage of this method is the possibility of using relatively low-quality thermal coal as the reducing agent. Coal in the furnace produces carbon monoxide gas, which reduces iron oxide. Despite the relatively high temperature in the furnace, the reaction rate is relatively low, and the furnace will have low capacity. There is no hydrogen gas in this process.
- Type of Reduction Furnace: Rotary Horizontal Furnace that operates at slightly above atmospheric pressure. The main rotary furnace consists of the preheating section, and the reduction area, with the gases caused by the reaction being discharged at a temperature of about 1000 °C and recycling systems are not anticipated, which is why this energy is generally used to generate electricity. The cooling part of the furnace is a completely separate chamber that is cooled by water from the outside.
- Reduction temperature: about 1000 to 1100 °C.
- Process history: since 1980.
- Process position: Stabilized and commercialized.
- Optimum Capacity: Approximately 100 to 150 thousand tons per module.
- Market share: About 23% of sponge iron total production.
4) Tunnel furnace process
This process is the oldest direct reduction method. In this method, Thermal coal is mixed with iron ore as a reducing agent. Natural gas generates the required reduction temperature, and reduction is performed on Silicon Carbide (SiC) Crucibles in a tunnel furnace.
- Input iron ore: Hematite or magnetite iron ore in the form of fine, preferably high grades, such as 65%.
- Reducing agent: The advantage of this method is the possibility of using relatively low-quality thermal coal as the reducing agent. Coal in the furnace produces carbon monoxide gas, which reduces iron oxide. The temperature required for reduction is not from coal, despite SL / RN, but from natural gas. Therefore, the pollution in this method is very low.
- Type of reduction furnace: Tunnel furnace consists of three sections: preheating, reduction and cooling areas.
- Reduction temperature: about 1200 to 1250 °C.
- Process history: since 1908 (over 100 years).
- Process position: Stabilized and commercialized.
- Optimum capacity: about 50 thousand tons per module.
- Market share: About 5% of the total production of sponge iron.

